2020年初の投稿です。
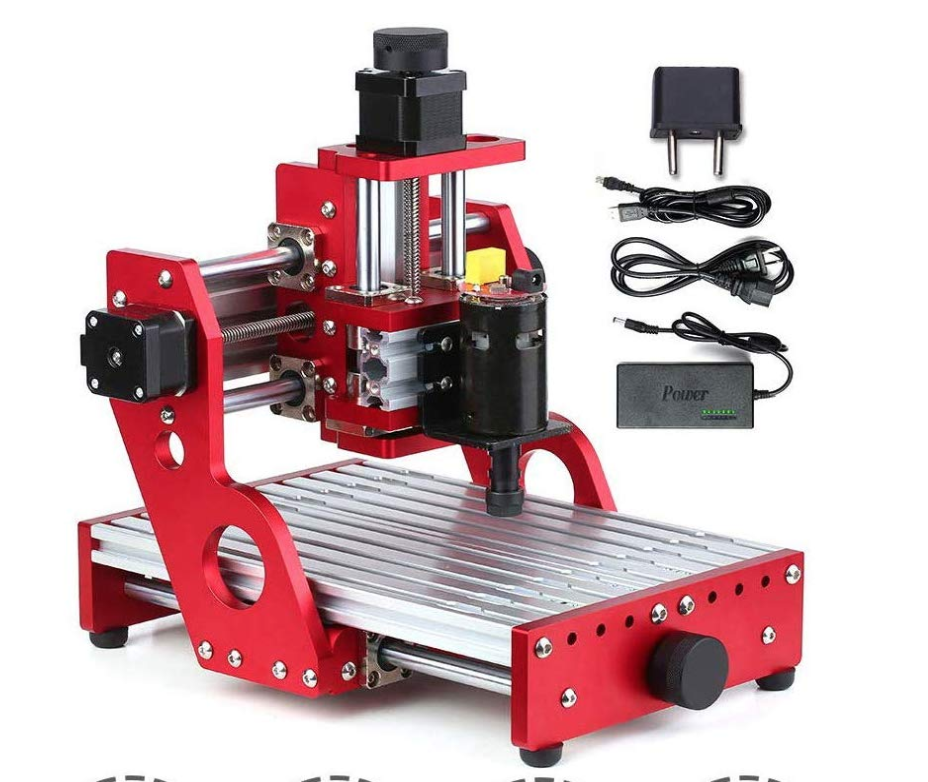
2019年末に株式会社VOSTが主催する「CNC入門セミナー」に出てきました。
Fusion 360でモデルを作り、CAMを使ってG-Codeを出力し、CNCミリングマシンを動かすところまで2日間でやりました。
Fusion 360は一ヶ月無料、営利を目的としないなら1年無料、教育用だと無料などかなり無料で試すチャンスがあります。
(調子にのって、WindowsとMacで同時に使おうとしたらダメでしたが。。。)
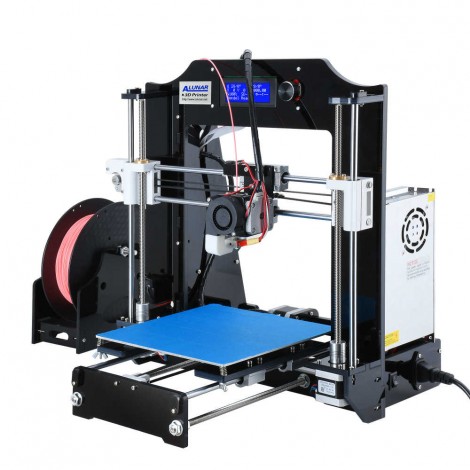
私は造形をしたいわけではなく、プラケースの加工です。
そういう時でも一旦、らしい形を作って加工したい場所をモデリングします。
ケースのモデリングは単純なので、「Fusion 360 マスターズガイド」の最初の例を見ながらでできました。
そこから「製造」でCAMに入るのですが、セミナー受けていて本当によかったです。「Fusion360操作ガイド CAM」も購入していたのですが、これが最初からドローンを作ろうとか難易度が高すぎて意味がよくわかりませんでした。
このセミナーの教科書は本と同じ著者が作っています。本でいえば、最後に載っているタイヤの例からセミナーは始まりました。
私にとって大事なことはたくさんありました。忘備録的に書いておきます。
- モデルに与えるX軸、Y軸、Z軸がそのままCNCマシンの軸となります。
- すべての軸はCNCでは相対です。モデルのどこを原点とするかで決まります。通常はモデルの中心の底面が(0,0,0)のようです。
しかし私はケース加工なので、切削するところの近くにX,Y,Zを置きました。 - 切削する計画ごとに「負荷制御」を作るようにセミナーでは習いましたが、ほんのちょっと切るならば2D面加工でよかったようです。かように切削の単位でパターンを選びます。
- X軸、Y軸は切削するものをテーブルに固定して、Fusion 360で設定したところを原点とします。
- Z軸は工具の取り付けで高さが変わり、厳密に図る必要があります。
- 私のもっている機械はおよそ8300回転で固定ですが、15000回転から可変できるスピンドルモーターがほしいところです。(レーザーは汎用性に欠けるので使いません。)
- 本格的に切削するには機器を閉じ込めるケースが必須。削ったものが飛び散るし、うるさい。
- ささいですが、エンドミルの固定具(コレット)の取り付け方も学びました。
- 材料によりスピンドルの回転数と、材料の送り速度の決定が重要です。早すぎるとエンドミル(刃先)が折れます。遅いと時間がかかります。
- 負荷制御で切削した後、ボールミルで等高線、走査線で削るとスムースな仕上がりになる。
- 木よりMDF(こちらで販売されています)
だいたい以上くらいかな。
しかし実際に家でやる場合、マシンのタイプでいろいろと違いが出ます。
例えばセミナーで使ったCNCマシンはZ軸の0を決めるツールがついていましたが、ウチにある中華製マシンにはついていません。
Fusion360はさまざまなマシンにあったGコードを生成してくれます。
中にgrblもありました。
ウチの中華製マシンはgrblを理解して動作します。調べるとGRBLはZ軸設定をサポートしています。
調整の話の前にGRBLをコントロールするパソコンのソフトをずいぶん調べました。
あくまでも個人的な感想なのですが、わかりやすいのはgrbl Controller 3.6でした。スピンドルがボタンを押しても動きません。Feedの数値が最初はセットされない、値の指定がうまくいかないなどのバグがあります。更新が止まっているようなので治らないようです。
他にもCandleも有名でフライスの軌跡が出るのですが、コマンドを手作業で出す方法がわかりませんでした。Fusion 360はシミュレーションできるしね。
bCNCはPython前提なので、私としてはない。
JavaでできたUniversal Gcode Senderもいまいちユーザーインターフェースがわかりにくかった。
というわけで私のおすすめはGrbl Panel画面がgrble controllerに似ていて使いやすいし、Visual Basicで書かれているのでソースもわかりやすそうです。
さて、手動でコマンドを入れることができたとします。
Z軸を測定するためにはこのような道具を使います。

赤いミノムシクリップからの線と、下に置いた金属台からの線がA5に配線されます。
GRBLの仕様でセンサーポートは決まっています。
じんわりz軸をおろし、金属台に触れるとそこを一旦、ゼロとします。
あとは、台の高さを投入すればその高さ分、マイナスの位置にあるということです。
手動のコマンド部分に次のコードを書きます。
G38.2 Z-15 F20
G38.2というのがZ軸を自動測定するコマンドです。
Z-15とはZ軸を現在の位置から-15mmまで接触ポイントを探る、という意味です。
F20は20mm/minという速度指定です。
ゆっくり下ろすと台と金属のエンドミルがショートします。その瞬間、下降は止まりますからエンドミルの先端の位置がわかるというわけです。
さらに
G92 Z20
などというようにいれます。
このZ20は金属台の高さです。
そうすると、金属台を置いた台がz軸の0となります。
エンドミルを上に上げるためには、
G91 G0 Z10
ここでZ10は10mmだけZ軸をあげるということです。
このことからもわかるように、モデルを作成する場合、モデルの底面をZ軸の0としたほうがわかりやすいのです。
私はこういうものを作りました。
 四角い金属は20mmの真鍮の立方体です。ホームセンターで買いました。
四角い金属は20mmの真鍮の立方体です。ホームセンターで買いました。
そこにバナナプラグ用の4mmの穴をあけました。金属加工はめったにやらないのですが、これはうまくいきました。
購入した直後にノギスで測ると19.94mm四方だったのですが、中心にボール盤で穴をあけると20.12mmになりました。
精密な世界っておもしろいですね。
バナナプラグで電線の導通をとっています。
電源を入れるたびに、X軸、Y軸、Z軸の設定は必要なのでマクロにできるならしておいたほうがいいようです。
なお、Z軸の自動検知機能はgrbl0.9ではまともに動きませんでした。1.1では動作しました。
マシンについていたボードが剥き出しで、0.9だったので気に入らず、新たにこういうのを買ってみました。
ファームを書き換えることができないわけじゃなく、コントローラーボードが一枚しかなかったのが不安なんです。ちょっとしたことで飛びそうだもん。
新しいボードはモータードライブICにクーラーフィンとファンまでついてます。
 プラグは互換性がありました。
プラグは互換性がありました。
これでCNCを動かす準備ができた、かな?